A kerületi sebesség egy kulcsfontosságú paraméter a csiszolási folyamatában, amely a forgásban lévő csiszolószerszám kerületén (palástján) mért sebességet jelzi. A sebesség mértékegysége méter per másodper (m/s).
Az átmérőváltozásoknak jelentős hatása van a megmunkálási sebességre. Amikor a csiszolószerszám átmérője csökken, a kerületi sebesség is csökken, ami befolyásolja a megmunkálás idejét és a felület minőségét is. Az optimális átmérő és a jól megválasztott kerületi sebessé lehetővé teszi a megmunkálási idő és a felhasznált csiszolóanyagok mennyiségének csökkentését
A csiszolási folyamatok optimalizálása kulcsfontosságú a lehető legmagasabb hatékonyság eléréséhez. A kerületi sebesség meghatározása során figyelembe kell venni a csiszolószerszám anyagát, a megmunkálandó anyagot és a kívánt felületminőséget.
Van egy egyszerű képlet, amivel magunk is ki tudjuk számolni az aktuális kerületi sebességet.
Miért m/s: A legtöbb gyártó ebben a mértékegységben adja meg a felső határt. Ha km/h-ban van szükségünk az adatra, szorozzuk fel, 3,6-tal.
Vegyünk egy példát!
230X7mm-es tisztító tárcsával dolgozunk. Egy sarokcsiszolót használunk, aminek a fordulatszáma 6500/perc. A korongunk átmérője 125mm-re kopik vissza. A gyártó által engedélyezett maximális sebesség 80 m/s.
Kezdeti sebesség:
A kezdeti sebesség:78,2 m/s, ami megfelel a gyártói előírásoknak. A korong biztonságosan használható
Kopott korong sebessége:
A kopott korong kerületi sebessége már csak42,5 m/s
A teljesítmény visszaesése hozzávetőlegesen 46%-os. A megmunkálási idő a duplájára nőhet!
A kerületi sebesség hatása a csiszolóanyagok hatékonyságára
A kerületi sebesség növelése, mint közvetlen hatású tényező, a csiszolóanyagok hatékonyságát pozitív irányba befolyásolja, demindig figyeljük a gyártó által engedélyezett legnagyobb sebesség betartására!Amikor a sebesség megnő:
A csiszolóanyag peremén egy adott szemcse többször érintkezik a munkadarabbal, ezzel gyorsítva az anyag eltávolítását.
Tipp: Tipikus probléma, a vágó és tisztító korongok esetén, hogy az átmérő csökkenése miatt a kerületi sebesség is visszaesik. Ez a csiszolási, vagy vágási idők növekedésével jár. Gyakran a felhasználók ilyenkor még jobban rányomják a korongot a felületre, ezzel próbálva meg a hatékonyságot növelni. A nagy rányomás tovább lassítja a gépet, miközben megnöveli a súrlódással járó hő mennyiségét. Emiatt nő a korongok felüvegesedésének lehetősége is, ami tulajdonképpen nem más, mint a szemcsék tompára kopása. Ezeknél az anyagoknál az átmérő csökkenésével járó teljesítmény csökkenés természetes dolog. Bele kell kalkulálni a munkvégzésbe.
A fenti példa alapján jó megoldás lehet a 125mm-re kopott korong kisebb gépre való áthelyezése. Ebben az esetben egy 12000 ford./perc sarokcsiszolóra.
A csiszolási idő lerövidül, így a termelés hatékonyabbá válik.
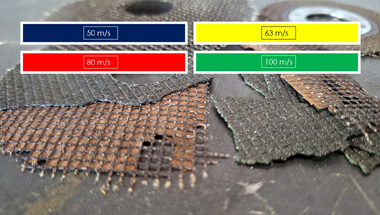
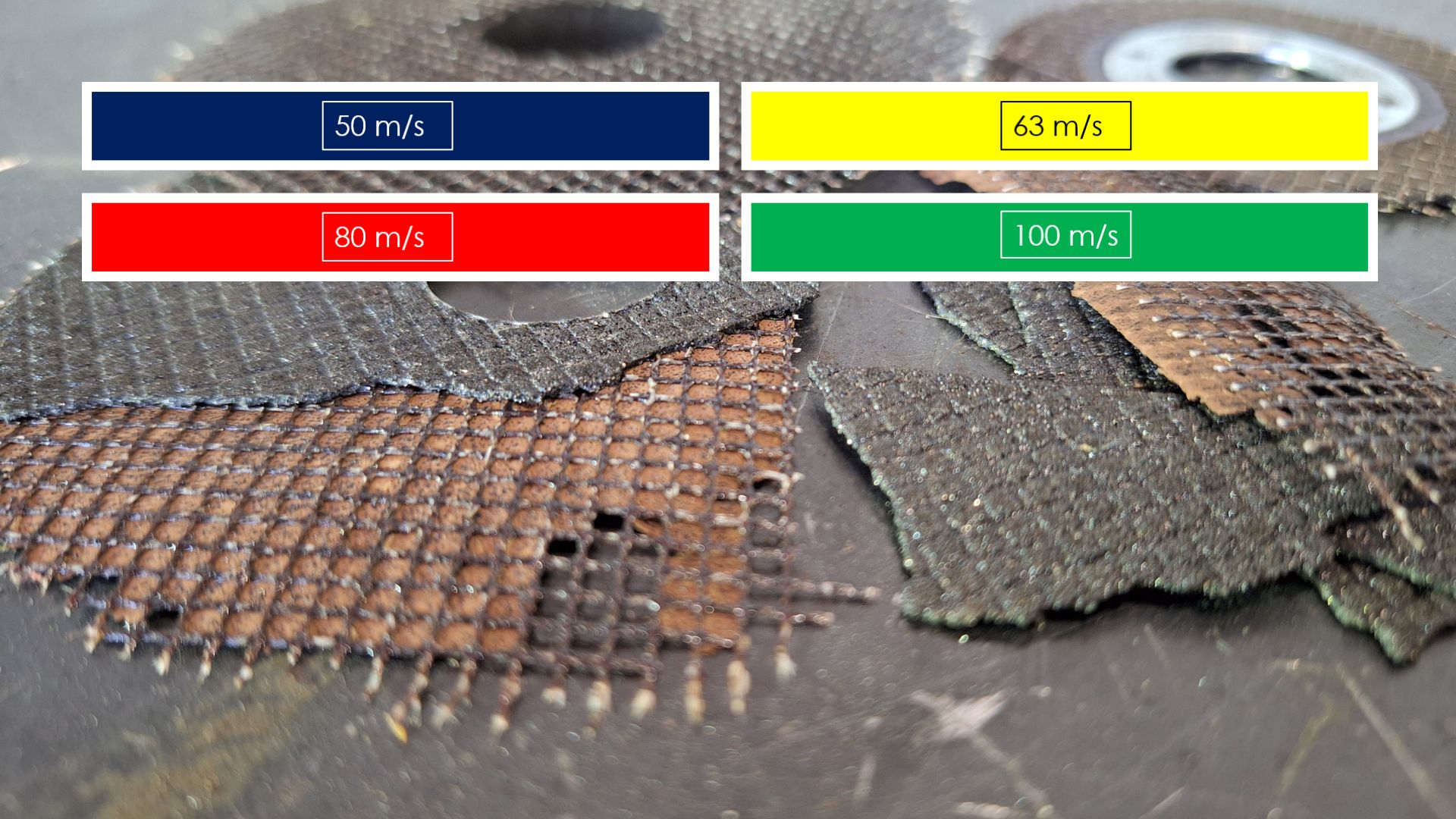
Azonban fontos megjegyezni, hogy nem minden csiszolóanyag tolerálja a magas sebességet; egyes termékek esetén a túlságosan magas sebesség megnövelheti a szakadás, vagy törés kockázatát. Vlies, Scotch-Brite, vagy négertárcsa termékek esetén csökkentsük a sebességet! Vágó és tisztító korongokat se használjuk a megengedettnél gyorsabban, mert az könnyen a korongok robbanásához vezethet.
Ugyanez elmondható az alapanyagokról. Például a rozsdamentes acélok, illetve a titán az alacsonyabb megmunkálási sebességet tolerálják jobban. Figyeljünk ezekre!
A rosszul megválasztott kerületi sebesség miatt előálló problémák
A nem megfelelő kerületi sebesség számos problémát okozhat:Túlzott hőmérséklet emelkedés: A túl magas kerületi sebesség gyors kopáshoz és a szerszám anyagának károsodásához vezethet, mivel a túlzott hőmérséklet gyengítheti a csiszolóanyag kötését, vagy éppen felkeményedéshez vezethet.
Munkadarab károsodása: A rosszul megválasztott sebesség a munkadarab felületének megégetéséhez vagy deformálódásához vezethet.
Csiszolóanyag törése: Ha a kerületi sebesség túl magas, az törést okozhat a szerszámban. Elrobbanhat a korong
A csiszolás minőségének romlása: A nem megfelelő sebesség rontja a felületminőséget, ami miatt a végtermék nem felel meg a kívánt követelményeknek.
A kerületi sebesség meghatározása a csiszolás során kulcsszerepet játszik a folyamat hatékonyságának és a csiszolóanyagok élettartamának optimalizálásában. Az optimális kerületi sebesség kiválasztása a munkadarab anyagának és a csiszolóanyag típusának figyelembevételével történik, és a helyes beállítás a csiszolási sebesség pontos számításával érhető el.
A kerületi sebesség helyes meghatározása nemcsak a csiszolási hatékonyságot javítja, hanem segíti a csiszolóanyag élettartamának maximalizálását is, ami jelentős költségmegtakarítást eredményezhet a termelési folyamat során.
A csiszolástechnikai alapismeretek tréning azért jött létre, mert a saját ügyfeleink körében is rengeteg félinformációval, vagy információhiánnyal találkozunk. Úgy gondoljuk, hogy az ipar összes olyan szereplőjének jól jön egy ilyen tartalom, akinek a megmunkálási folyamatai között – akár a gyártásban, akár a karbantartás során – megjelenik a csiszolás. Ha mindent tudsz, ez a tréning akkor is keretbe rendezi a dolgokat. Ha úgy érzed, hogy a munkánk megér ennyit, akkor a teljes oktató videóhoz hozzáférést vásárolhatsz a csiszolotarcsawebshop.hu oldalon.
A kérdés a címben valójában költői. A vágókorongot használó emberek túlnyomó többségének fogalma sincs arról, hogy miért éppen azt a korongot vásárolja meg, amit a megvesz.
A döntést leginkább három dolog határozza meg:
1. Mi kapható éppen az üzletben, ahol jár.
2. Mennyiért van a korong polcra rakva.
3. Milyen márkákat ismer, vagy részesít előnyben
A gyártók komoly hangsúlyt helyeznek arra, hogy legalább a szénacélhoz, inoxhoz, aluhoz való korongokhoz egyedi keverékeket használjanak. Az olcsó sajnos nem mindig olcsó. Általában gyengébb minőségű benne a szemcse, illetve több benne az olyan töltőanyag, mint pl. a kriolit, vagy pirit.
Egyértelmű volt, hogy az 1-es korongok vastagsága valahol 1,2 és 1,3 milliméter között van, míg az 1,6 milliméter vastagoké 1,7 és 1,8 között mozog. Márkán, és típuson belül is lehet akár jelentős ingadozás is. Az azonban már a tesztek előtt biztos volt, hogy a 0,6 milliméter különbség inkább csak 0,4-0,5 milliméter lesz a végére.
Egy számot szeretnék itt kiemelni. Ez pedig a 171.
A Cubitron3 125x1.6 korong 171 vágást tudott lehozni a zártszelvényen. Ez pontosan annyi, mint amennyit az összes versenytárs korong tudott vágni a tesztek során. Brutális fegyvertény. Ez a korong egészen biztos, hogy olyat tud most a piacon, amit a versenytársak nem. Természetesen az ára is megvan hozzá.
Mondhatjuk, hogy a teszt során eléggé elfáradtam.
A második videós tesztben a Klingspor Extra kategóriája következett. Az Extra korongok megbízhatóan dolgoznak. Több ezer vágás során sem robbant el soha egy sem a kezemben, de ár-érték arányban, vagy teljesítményben nem képviselik a legjobb ajánlatot az általam tesztelt alkalmazások esetében
Aztán az Abraboro Premium korongjai következtek, amiket szintén videóval dokumentáltunk. A cég nem először okozott nekem kellemes meglepetést a termékeivel. A vágótárcsák remekül működtek mindkét alkalmazáson, és ár-érték arányban is döbbenetesen jól muzsikálnak. Látszik, hogy egy átgondolt portfólióról van szó, amit olyan emberek csinálnak, akik tudják, hogy mit és hova akarnak eladni a piacon. Mindkét vágókorong az erősen ajánlott kategória a magam részéről.
A teszt-sorozatot az igen népszerű Norton Vulcan párossal zártuk. Itt volt a legélesebb a különbség az 1 mm-es és az 1.6 mm-es korong teljesítménye között. Ami meglepetés, hogy egy ár-érzékeny piacon a 125X1.6mm-es korong olyan teljesítményt hozott, amivel a jó árazásnak köszönhetően becsúszott az ajánlott kategóriába, ha tömör anyagot kell vágni vele.
És hogy a végére mi igazolódott a feltételezéseinkből?
A biztonságnak mindig elsőrendű prioritásnak kell lennie, ha elektromos kéziszerszámokról van szó. Ez nálam nem vita tárgya. Néha mi is használunk úgy eszközöket, hogy szembe megyünk a biztonsági ajánlásokkal, de soha nem jutna eszünkbe 20 évvel ezelőtti technikát visszasírni. Az elmúlt évtizedek során az elektromos kéziszerszámok technikai fejlődése nem csak a teljesítmény növeléséről, hanem párhuzamosan az egyre biztonságos felhasználásról is szólt. A munkavégzés során a két legfontosabb biztonsági szempont, a balesetek megelőzése, és a vibráció csökkentése.
Az elektromos kéziszerszámok hosszú utat tettek meg a technológiai fejlődés terén. Biztonságosabbá és hatékonyabbá váltak. Manapság sok elektromos kéziszerszámot felszerelnek automatikus kikapcsoló rendszerrel, amely megakadályozza a sérüléseket, ha a szerszám túlmelegszik vagy túlterhelődik. Sok szerszámhoz most már ergonomikus fogantyú tartozik, ami segít csökkenteni a kezekre és az ízületekre sokként érkező terhelését, ugyanakkor megkönnyítik a szerszám stabil, biztonságos kézben tartását. Ezek innovatív fejlesztések segítenek csökkenteni az ismétlődő megerőltetésből adódó sérülések, például az alagút szindróma kialakulásának kockázatát.
Az elektromos kéziszerszámok biztonságának egy másik módja a vibráció csökkentése. A vibráció idővel jelentős károkat okozhat a testben, és akár olyan állapotokat is előidézhet, mint a fehér fehér kéz betegség. Ennek leküzdésére a gyártók olyan rezgéscsökkentő technológiákat fejlesztettek ki, amelyek csökkentik a szerszámon keresztül továbbított vibráció mennyiségét, így kevésbé károsítják a felhasználót.
A gyártók már olyan megoldásokat alkalmaznak, melyek segítenek elnyelni a szerszám rezgésének erejét, megakadályozva, hogy az átterjedjen a felhasználó kezére és karjára, így minimalizálva a hosszú távú sérülések kockázatát.
Az elektromos kéziszerszámok gyártói elkezdték a biztonságot előtérbe helyezni a tervezési folyamat során.
Az elektromos kéziszerszámok technikai fejlődése lehetővé tette a gyártók számára, hogy olyan eszközöket tervezzenek, amelyek a biztonságot különböző módon helyezik előtérbe. Az automatikus kikapcsoló mechanizmusoktól az ergonómiai jellemzőkig, a rezgéscsillapító mechanizmusoktól a jobb karbantartásig, az elektromos kéziszerszámok hosszú utat tettek meg a biztonság terén. Ezek a műszaki fejlesztések javítják a felhasználók kényelmét és munkakörülményeit, miközben csökkentik a sérülések kockázatát és szakszerű karbantartás mellett növelik a szerszámok élettartamát. Az elektromos kéziszerszámok technológiájának fejlődésével a felhasználók biztonságosabb, kényelmesebb és kevésbé veszélyes környezetben dolgozhatnak. Ez pedig sokkal fontosabb annál, mint hogy „Régen ez is jobb volt…”, vagy sem.
Az emberiség története összefonódik a csiszolással..
Az eszközhasználat megjelenése után hosszú idő telt el, de Kr. e. 10000 környékén az elsőként megjelenő anyagmegmunkálási folyamat a csiszolás volt. Ezt a korszakot hívjuk neolitikumnak. Ezeket a kőből készült eszközöket jobb volt már kézbe venni, és jobb volt velük dolgozni. A tapasztalat megmutatta, hogy melyik forma, méret, kialakítás mire használható, és a csiszolás lehetővé tette ezeknek az eszközöknek a tökéletesítését, és ami még fontosabb, a reprodukálását.
A kőkorszakról legtöbbünknek a kőbalta ugrik be, de a régészeti leletek tanúsága szerint megannyi eszközt használtak az őseink. Fel kellett dolgozni az elejtett zsákmányt. Kezdeni kellett valamit a bőrével, vagy éppen a csontjaival. Később a növénytermesztés megjelenésével, meg kellett őrölni a gabonát.
De a harchoz, a vadászathoz is nyílhegyekre, dárdahegyekre, vagy kőből készült késekre volt szükség.
A fémek felhasználásának megjelenésével már megjelent az igény a felületek kezelésére Megjelentek az első természetes abrazív anyagok. Jelentős szerepet játszott a homok és a benne található apró kristályok, de az élezéshez megjelentek az körköszörűk. Az egyiptomi piramisok körüli ásatások során már találtak olyan eszközt, amit az építés során használt szerszámok élezéséhez használtak.
A későbbi évszázadokban ezek az anyagok, és a meghajtások is fejlődtek. Az ókor és a középkor nagy háborúi, hadjáratai szükségessé tették a csiszolás fejlődését is. Az anyagok és a felhasználás ugyan finomodott, de igazán komoly áttörésre a régészet nem talált kézzel fogható bizonyítékot.
Közben a távol keleten, Kína feltalálta a puskaport, a papírt, és ezzel együtt a csiszolópapírt is. Az első bizonyíték erre a 13. századból származik. Kínai mesterek természetes gumival kenték be a papírt és ebbe az anyagba ágyazták bele a finomra morzsolt kagylóhéjat.
Ez a találmány is -mint oly sok minden más- a tengeri útvonalakon és a Selyemúton érkezett be Európába és kezdett lassan elterjedni a kontinensen. A középkori mesterek féltve őrizték titkaikat, és mivel a tömegtermelés még nem jelent meg, a csiszolási folyamatokról elég kevés konkrétumot tudunk
A fémek felhasználásának széles körű elterjedése az ipari forradalom idejére tehető. Ezt az időszakot négy nagy korszakra tudjuk bontani.
Az első ipari forradalom (1750-től a 19. század közepéig) a találmányok kora volt. Megjelent a gőzgép, és mint modern meghajtás, teljesen átalakította a termelési folyamatokat. Az ipari forradalom Angliából indulva, gyorsan eljutott az Egyesült Államokba és Németországba.
A második ipari forradalom már a tömegtermelésről szólt. 1870-től az első világháború kitöréséig tartjuk számon ezt az időszakot. Ebben az időszakban alakultak meg és kezdték el működésüket a nagy csiszolóanyag gyártók is.
A teljesség igénye nélkül a gyárak megalapításának évei:
Norton – 1873
Sia – 1875
Klingspor – 1893
3M – 1902
Tyrolit – 1919
A kutatások szerint ebben az időszakban a 19. század közepén már megjelent az első csiszoló gép is. Néhány dokumentum szerint azonban, már Leonardo Da Vinci is dolgozott egy félautomata megoldáson.
A tömegtermelés időszakából muszáj kiemelnünk Henry Fordot, aki minden bizonnyal többet tett az ipari csiszolástechnika kialakulásáért, mint bárki más.
Kijelentette, hogy „…alapvetően a csiszolási folyamatoknak, megoldásoknak köszönhető az, hogy képesek vagyunk olyan autókat előállítani, amik 1000 dollárnál olcsóbban értékesíthetők. Ha nem lennének ezek a megoldások, akkor ezek a járművek legalább 5000 dollárba kerülnének, ha egyáltalán le lehetne gyártani őket”. Az autók alkatrészeinek túlnyomó többsége valamilyen formában csiszolva van. Legyen szó precíziós köszörülésről, vagy polírozásról, ezekre az anyagokra szükség van. Nagyban hozzájárult ehhez a fejlődéshez az is, hogy a 19. század végén már ipari körülmények között állították elő a különböző finomságú korund (aluminium-oxid) csiszoló szemcséket.
A békében fejlődés folyamatát az első világháború megakasztotta. A háború lezárása egyben a harmadik ipari forradalom kezdetét is jelentette. Csiszolás szempontjából a hadi ipar és a jármű ipar (közút, vasút, légi és vízi közlekedés) fejlődése volt meghatározó.
Az anyagok megmunkálása innovációt kívánt meg a gyártóktól. A második világháború végéig meghatározó volt ez az irány. 1945-től azonban a harmadik forradalom második szakasza köszöntött be a hidegháborúval. Ennek az időszaknak meghatározó eleme volt a tudományos és technikai versengés. Új anyagok kerültek be a gyártásba. Kezdetét vette az űrkutatás, egyre jobban fejlődött a rakéta tudomány is. Az új anyagok megmunkálásához keményebb szemcsékre volt szükség. A fejlesztésekben a General Electric járt élen. Ők alkották meg a szintetikus gyémántot 1955-ben, majd két évvel később a CBN-t. Ez a korszak a Holdra szállással lezárult.
Amerika megnyerte ezt a versenyt, és a harmadik ipari forradalom új szakaszba lépett Az 1970-es évektől, ahol már a robotika, az automatizálás és a számítógépek kaptak kiemelten fontos szerepet. Változott a felhasznált alapanyagok aránya. Fémmegmunkálás területén, egyre gyakrabban használt anyag lett a rozsdamentes acél. Az új anyagok új fejlesztéseket kívántak meg 1973-ban megjelent a cirkón, 1981-ben pedig a kerámia csiszoló szemcse.
Az internet és a digitalizáció terjedésével, napjainkban már a negyedik ipari forradalmat éljük. A jövő az okos gyártósoroké, a kinyert adatokból létrehozott analitikáé. A big data egyre jobb felhasználása hatással lesz a globalizációra, a nagy vállalatokra és mindannyiunkra. Csiszolni az emberek helyett egyre gyakrabban intelligens robotok fognak a gyártó sorok mellett.
És hogy mi jön holnapután? Mi lesz a posztmodern ipari forradalom?
A csiszoló szemcsék technológiája az elmúlt évszázadokban jelentős fejlődésen ment keresztül. Az ősi időkben, a kézművesek természetes anyagokat, például homokot és kavicsot használtak a csiszoláshoz. Napjainkban a különféle szintetikus anyagokból készült csiszolószemcsék uralkodnak a piacon. A fejlődés látványos. Ezek a fejlett csiszolóanyagok lehetővé teszik a munkadarabok pontosabb és hatékonyabb megmunkálását, ugyanakkor csökkentik a felhasznált anyagok mennyiségét és a környezeti hatást.
A csiszolószemcsék két fő kategóriába sorolhatók: természetes és szintetikus. A természetes csiszolószemcsék – mint például a homok, a kavics, vagy a kvarc – már évszázadok, évezredek óta használatosak. Ezek az anyagok rendkívül hatékonyak voltak a fémek és a fa csiszolásában, de hajlamosak a gyors kopásra és a szabálytalan méretük miatt nem mindig biztosítottak egyenletes eredményt.
A szintetikus csiszolószemcsék, mint az alumínium-oxid, a szilícium-karbid vagy a gyémánt, a XX. század technológiai fejlődésének eredményeként születtek meg. Ezek az anyagok különböző keménységűek és méretűek lehetnek, így a csiszolóeszközök széles skáláját hozzák létre. Sokkal tartósabbak és kopásállóbbak, mint természetes társaik, és képesek a munkadarabok pontosabb és hatékonyabb megmunkálására.
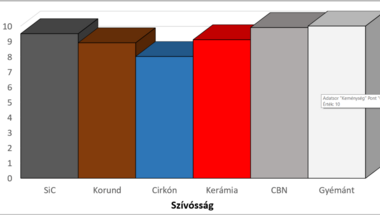
A csiszolószemcsék keménységét hagyományosan a Mohs-skála segítségével határozzák meg. Ez a skála 1-től 10-ig terjed, ahol a 1 a legpuhább anyagot (talkumot), a 10 pedig a legkeményebb anyagot (gyémántot) jelöli. A természetes csiszolószemcsék, mint a homok, általában a Mohs-skálán 6-7 közötti értéket mutatnak. Ugyanakkor a szintetikus csiszolószemcsék, mint az alumínium-oxid, a szilícium-karbid vagy a gyémánt, jóval magasabb értékekkel rendelkeznek. Az alumínium-oxid keménysége 9, a szilícium-karbidé 9,5, míg a gyémánté a skála maximuma, azaz 10. Ez azt jelenti, hogy a szintetikus csiszolószemcsék képesek a legnehezebb anyagok, mint az acél vagy az üveg megmunkálására is.
A szemcse keménysége csak az egyik mutató, amit vizsgálni szoktunk. A másik igen fontos kérdés az, hogy a szemcse mennyire tartós, vagy szívós. Az alábbi táblázatban az általánosan használt szemcsék összehasonlítása látható.
Szilícium-karbid – 1891
Dr. Edward Goodrich Acheson, aki az 1890-es években feltalálta a szilícium-karbidot (más néven karborundumot), ami jelentős mérföldkőnek számított az iparban. A szilícium-karbid csiszolószemcsét kivételes tulajdonságai jellemeznek. Ez a szintetikus anyag a Mohs-skála szerint 9,5-ös keménységű, így képes akár a legkeményebb anyagok megmunkálására is. Fényes, fekete (1C), vagy zöld* (2C) éles és nagyon kemény, de rideg ásvány.
Kevésbé tartós mint az alumínium-oxid. Alkalmas színesfémekhez, bronzhoz, titánhoz, rozsdamentes acélhoz, műanyagokhoz, üveghez, bevonatokhoz, kőhöz, fához, stb.
Alumínium-oxid – 1893
Dr. Carl Josef Bayer német vegyész kiemelkedő alak volt, aki kidolgozta az alumínium-oxid előállításának eljárását. Ipari körülmények között a Svájci Almatis cég fejlesztette ki, a 20. század elején. A cég innovatív megközelítése és áttörő technológiai fejlesztései révén hozták létre ezt a kimagaslóan hatékony csiszolóanyagot. A fejlesztés központjában az állt, hogy egy olyan terméket hozzanak létre, amely optimálisan teljesít a legmagasabb hőmérsékleten és legkeményebb anyagokon is. A történet szerint az Almatis csapatának sikerült előállítaniuk egy anyagot, amely nem csak megfelelt ezeknek az elvárásoknak, de messze meghaladta őket, így teremtve meg az alumínium-oxid csiszolószemcsék alapját. Azóta ez az anyag világszerte elismert és számos ipari alkalmazásban használatos. A szemcsék színe lehet barna (1A), fehér (6A), vagy pink (7A). Ritkábban mikrokristályos (2A), vagy piros (6A)
•Extrém szívós, kemény, tartós és ellenálló a kopással szemben.
•Alkalmas a legtöbb fém és fa anyag eltávolítására és polírozására.
Szintetikus gyémánt – 1955
A szintetikus gyémánt csiszolószemcsék fejlesztését a világhírű General Electric (GE) company vitte véghez, 1955-ben, az Amerikai Egyesült Államokban. A fejlesztést vezető Dr. Herbert M. Strong, a GE kutatója, amikor elsőként állította elő a laboratóriumi körülmények között a szintetikus gyémántot, forradalmi áttörést ért el az anyagtudomány területén. A szintetikus gyémánt csiszolószemcsék rendkívüli keménységüknek köszönhetően gyorsan népszerűvé váltak az iparban, ahol azóta is széles körben használatosak. A sztori szerint Dr. Strong hosszas kísérletezés után talált rá a helyes módszerre, amelynek eredményeként előállította a világ első mesterséges gyémántját, ezzel alapozva meg a szintetikus gyémánt csiszolószemcsék gyártását.
A szintetikus gyémánt megjelenése komoly vitákat gerjesztett mind az iparban, mind a fogyasztói piacon. Az iparban az volt a kérdés, hogy a szintetikus gyémántok ugyanolyan teljesítményt nyújtanak-e, mint a természetes gyémántok. Sok szakértő aggódott, hogy a mesterséges gyémántok nem bírják ki azokat a kemény körülményeket, amelyeknek a természetes gyémántok ellenállnak. A fogyasztói piacon a kérdés az volt, hogy etikus-e a szintetikus gyémántok értékesítése, és hogy ez befolyásolja-e a természetes gyémántok értékét. Emellett sokan attól tartottak, hogy a szintetikus gyémántok megjelenése tönkreteszi a gyémántbányászatot, és ez negatív hatással lesz a bányászatból élő közösségekre.
A szintetikus gyémántok megjelenése óta számos vitát és peres eljárást indítottak a gyémántiparban. A legjelentősebb ilyen eset a De Beers és a General Electric (GE) közötti jogi vita volt. A De Beers, amely évtizedeken keresztül uralkodott a gyémántbányászaton és kereskedelemen, megpróbálta betiltani a GE által előállított szintetikus gyémántokat, arra hivatkozva, hogy azok befolyásolják a természetes gyémántok értékét és tisztaságát. A per hosszú évekig tartott, és végül a szintetikus gyémántok gyártásának és forgalmazásának folytatása mellett döntött a bíróság, hangsúlyozva, hogy ezek az újfajta gyémántok új lehetőségeket nyitnak az ipar számára.
CBN (köbös bór-nitrid) – 1967
A CBN, azaz a köbös bór-nitrid szemcséket a General Electric (GE) fejlesztette ki 1969-ben az Egyesült Államokban. A CBN a gyémánt után a második legkeményebb ismert anyag, amely hihetetlen ellenállóképességet tanúsít az extrém hőmérsékleti és mechanikai igénybevételek ellen.
A GE az 1960-as évekbeli űrverseny idején kezdett el intenzíven foglalkozni újfajta, szuperkemény anyagok fejlesztésével, hogy az űrhajók hőpajzsait még ellenállóbbá tegyék. A CBN szemcsék születése éppen ennek a kutatási folyamatnak volt az eredménye, és bár végső soron nem az űriparban találták meg helyüket, a szerszámgépek és a csiszolóanyagok területén forradalmi változásokat indítottak el. A CBN szemcsék lehetővé tették a még hatékonyabb és gyorsabb csiszolást, valamint jelentősen megnövelték a csiszolószerszámok élettartamát. Azóta a CBN szemcsék a csiszolástechnika elengedhetetlen részévé váltak.
Alumínium-cirkónia (Cirkón) – 1971 (1917)
Valójában az alumínium-cirkónium-oxidra vonatkozó első szabadalmat 1917-ben adták ki. Ez volt az első cirkónium-oxid csiszolóanyag, amely mindössze 10% cirkónium-oxidot tartalmazott. Teljesítményben nagyon messze volt a ma is használt cirkón szemcséktől.
A modern „kék” cirkónium-alumínium-oxid csiszolószemcsék megszületése az 1970-es évek elejére tehető, amikor 1971-ben a Saint-Gobain benyújtotta a Norzon néven ismert, nagyobb teljesítményű cirkónium-oxid szemcsék első szabadalmát.
Kerámia szemcse – 1981
A kerámia csiszolószemcséket a 3M vállalat hozta létre az 1980-as években, az Amerikai Egyesült Államokban. A 3M, amelynek központja Minnesotában található, korábban már hírnevet szerzett magának innovatív termékeivel, amikor a mérnökeik egy új, forradalmi anyagon kezdtek el dolgozni.
A kerámia csiszolószemcsék hozzáadásával a vállalat célja olyan termékek létrehozása volt, amelyek kiválóan teljesítenek a legmagasabb hőmérsékleten és a legkeményebb anyagokon is. A projekt sikerét jól jelzi, hogy azóta a kerámia csiszolószemcsék széles körben elterjedtek, és ma már számos ipari alkalmazásban használatosak.
Formázott kerámia (Cubitron II) – 2009
A Cubitron II a 3M által fejlesztett csiszolóanyag, amely szerkezeti felépítése révén forradalmi változást hozott a csiszolási iparban. Ez a termék a PSG (precíziósan formázott szemcse) technológiáján alapul, de egy továbbfejlesztett, nagy teljesítményű változata, amelyet kifejezetten az ipari gyártás szigorú igényeihez terveztek. A Cubitron II különlegessége, hogy csiszolószemcséi precízen formáltak és egyenletes méretűek, ami lehetővé teszi a gyorsabb, hatékonyabb és egyenletesebb csiszolást. A lemunkálási sebesség javulása mellett a Cubitron II csiszolókorongok hosszabb élettartamot és jobb minőségű felületi befejezést biztosítanak.
A 3M 2009-ben mutatta be a Cubitron II-t, és a termék óriási sikert aratott az iparban. A vállalat a Cubitron II bevezetésével kivívta az iparág és a szakmai közönség elismerését, mivel a termék jelentősen javította a csiszolási hatékonyságot és csökkentette a gyártási költségeket. A Cubitron II története egy remek példa arra, hogy a kiváló minőségű anyagok és a fejlett technológia hogyan tudja forradalmasítani az ipart és javítani a termelési folyamatokat.
Korunk technológiai fejlődése során a csiszolószemcséket gyártó vállalatok továbbra is innovatív megoldásokat keresnek, hogy megfeleljenek a változó ipari igényeknek és a folyamatosan fejlődő gyártási technológiáknak.
A csiszolószemcsék fejlesztésének jövőbeni irányai között szerepelnek a környezetbarát anyagok használata, a szemcsézettség növelése és az egyedi felhasználói igényekhez való jobb alkalmazkodás. Az iparágban dolgozó kutatók folyamatosan keresik azokat a megoldásokat, amelyek lehetővé teszik a csiszolószemcsék hatékonyabb előállítását és használatát. A jövőben várhatóan a mesterséges intelligencia és a robotika is nagyobb szerepet kap majd az előállítási folyamatokban. Ezen technológiák alkalmazása révén a termelési folyamatok automatizálása, a minőség ellenőrzése és a termékfejlesztés mind hatékonyabbá válhat. A szemcsézettség további növelése és a jobb felhasználói igényekhez történő alkalmazkodás révén a csiszolószemcsék hatékonyabbá és sokoldalúbbá válhatnak, ami számos iparág számára jelenthet előnyt. Az iparág további növekedését az is segítheti, ha sikerül olyan új anyagokat találni és piacra dobni, amelyek még hatékonyabb csiszolást tesznek lehetővé.
Nem véletlenül jön szembe minden második DIY videóban az epoxi gyanta. Egy nagyon sokoldalúan használható anyagról van szó, ami teret enged a kreatív énünk kibontakozásának. Nem bírtunk ellenállni a kísértésnek, így belevágtunk a saját projektünkbe.
Az epoxi asztal elkészítéséhez először is szükségünk lesz egy fa keretre, amit egy stabil, egyenletes felületre helyezünk. A mi esetünkben ezt a keretet egy régi, öreg Ikea asztal biztosította. A gyümölcsfa ágak felfűrészelése után, a keretbe helyezzük el a lekérgezett gyümölcsfa szeleteket a kívánt minta szerint. A következő lépésben keverjük össze az epoxi gyantát a fekete pigmenttel. Mindenképpen tartsuk be a gyártó által előírt keverési arányokat, hogy a térhálós szerkezet ki tudjon alakulni, és az epoxi a végén olyan kemény ágyazó anyag legyen, mint amilyet szerettünk volna. A keverés során győződjünk meg róla, hogy a pigment teljesen beleszívódott-e az epoxiba, mielőtt ráöntjük a fa szeletekre. A gyanta száradása során törekedjünk arra, hogy a felület sima és egyenletes legyen. Az öntés során keletkezett buborékok a felszínre jönnek, amiket sárkánnyal, vagy hőlégfúvóval tudunk kipukkasztani. Így kapunk tükörsima felületet. Figyeljünk arra is, hogy a műgyanta a fa szeletek repedéseit is amennyire csak lehet, kitöltse.
Az epoxi asztal elkészítése több lépést is igényel, mindegyikhez speciális szerszámokat és anyagokat szükséges használni. Először is, a fa keret elkészítéséhez javasolt egy jó minőségű fűrész használata, hogy a keret pontos és éles vonalakkal rendelkezzen. A keretet ezután egy stabil, egyenletes felületre helyezzük, használva erre egy szintezőt, vagy vízmértéket, hogy biztosak legyünk a keret vízszintes elhelyezkedésében.
A következő lépés a gyümölcsfa szeletek darabolása, amit megoldhatunk asztali fűrésszel, karos fűrésszel, láncfűrésszel, vagy akár kézi fűrésszel is. Itt érdemes 1-3 millimétert ráhagyni a keret vastagságára. A kéreg eltávolítására mi sarokcsiszolót használtunk, de egy szalagos géppel, vagy akár vésővel is megoldható. A véső nem fogja bántani a fa körcikkek geometriáját, a sarokcsiszoló ugyan belemarhat, de sokkal gyorsabb. Ha ezzel megvagyunk, jöhet a fa szeletek elrendezése a keretben. A keret aljára ragasszunk kartont, vagy bútor hátlapot, amit beburkolunk valamilyen doboz lezáró, vagy poliészter szalaggal. Ezt könnyebb lesz visszaszedni a megkötött epoxi felületéről. Ne felejtsük el szilikonnal kihúzni a lap szélét. Így nem folyik majd szanaszét a műgyantánk
Az epoxi gyanta és a fekete pigment összekeverése során a legfontosabb, hogy a pigment teljes mértékben beleszívódjon az epoxiba. Ehhez ajánlott egy nagy teljesítményű keverő használata. Mi ezt megoldottuk egy csavarbehajtó géppel, és a habverő gép dobozából kicsent dagasztóval
Miután a gyanta megdermedt, a felület egalizálása és csiszolása következik. Az egalizáláshoz első körben sarokcsiszolót és egy durva fíbert használtunk. Mikor a nagyoláson túl voltunk, a sík felületet gyaluval, majd szalagcsiszolóval alakítottuk ki. Az alap felület, amiből így kiindult a finomítás, P80-as szalaggal volt megmunkálva. A végső felületet excenter csiszolóval alakítottuk ki úgy, hogy P80-tól P320-ig csiszoló hálókat használtunk. Finom csiszoláshoz pedig P320-tól P1200-ig tépőzáras papírokat.
Végül, az asztal befejezéséhez Tung olajat használtunk, ami elmélyítette a gyanta fekete színét, miközben kiemelte a fa erezetét.
A gyártás tanulsága az, hogy érdemes egy ilyen melóba belevágni, mert ugyan nem zökkenőmentes elsőre, de a végeredmény megéri a ráfordított időt és anyagi befektetést is.
Ha többet szeretnél erről tudni, vagy érdekelnek a részletek, nézd meg az erről készült videónkat!
Ha pedig csiszolóanyagra lenne szükséged, látogass el webáruházunkba!
A fa és az epoxi gyanta kombinációja egészen különleges dolgok létrehozására alkalmas. Ezt szerettem volna kihasználni, mikor egy öreg IKEA asztalnak nem a cseréje, hanem az átalakítása, felújítása mellett döntöttem. A projekt végéhez közeledve egyre kevesebb maradt a régi asztalból, de a végeredménnyel elégedett vagyok. Sokan félnek nekiállni egy ilyen munkának. Hazudnék, ha azt mondanám, hogy egyszerű, de mindenképpen megéri a fáradtságot. A végeredmény minden esetben egy teljesen egyedi és megismételhetetlen bútor lesz, ami díszévé válhat a háznak. A videóban részletesen bemutatjuk, hogy lépésről-lépésre, hogyan lehet eljutni az áhított végeredményig. Részletesen megnézheted a problémákat, de választ kaphatsz a „mivel és hogyan érdemes csiszolni?” kérdésre is. A végső lezárás sokféle lehet. Én a tung olajat választottam. A videóból az is kiderül, hogy miért. A teljes folyamat 2 részre lett osztva. Érdemes mindkét videót megnézni!
Ha pedig csiszolóanyagra lenne szükséged, látogass el webáruházunkba!





 A kérdés a címben valójában költői. A vágókorongot használó emberek túlnyomó többségének fogalma sincs arról, hogy miért éppen azt a korongot vásárolja meg, amit a megvesz.
A kérdés a címben valójában költői. A vágókorongot használó emberek túlnyomó többségének fogalma sincs arról, hogy miért éppen azt a korongot vásárolja meg, amit a megvesz.